- 欧洲
- 美洲
- 亚洲和中东
- 非洲和大洋洲
利用机器人全自动打磨和抛光手持刀具 - 最初这一应用还备受质疑。得益于经验丰富的系统集成商精湛的专业能力以及高性能机器人的应用,该项目得以实现。
从数据中可看出完美打磨的手持刀具在肉类加工中的重要意义。与手动打磨相比,经自动化实现最佳打磨效果的刀具可使肉产量提升0.5%。以 10,000 吨的肉类加工为例,这意味着产量可提升 50,000 千克。
因此,食品生产自动磨床领域的行业领导者Knecht Maschinenbau 坚持不懈地致力于优化现有工艺过程,也就不足为奇了。Knecht 联系经验丰富的系统集成商 GLAESS Software & Automation,提出一项任务:重新设计一个基于机器人的打磨系统,能够在质量和灵活性方面超越之前使用的 4 轴龙门式磨床。
挑战在于:每把刀具都有特有的刀身轮廓,且会随着使用而发生变化。也就是说:该系统需要打磨单件小批量的手持刀具。
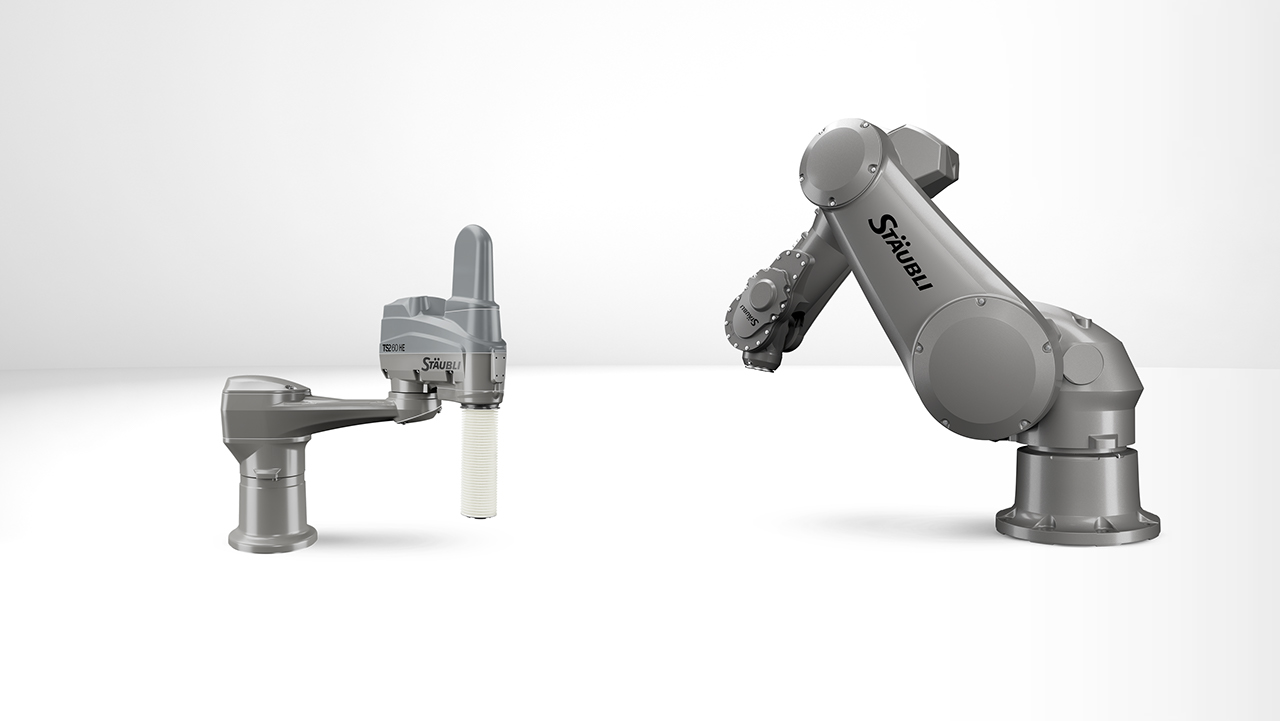
考虑到这点,Knecht使用E 50 RT系列的机器来实施GLAESS开发的工艺流程,先从轮廓检测开始:期间高精度的史陶比尔 TX2-90 HE 从刀库中拿取一把刀具,并引导其通过激光测量站。所记录的位置数据会被同步传输至 PLC,与传感器的测量数据一起临时存储在PLC,生成机器人的运动轨迹。
在第二步中,六轴机器人按照形状精确引导刀具,使其经过砂轮 - 重复精度为 0.03 mm。刀具两面同时进行快速、仔细的去毛刺和抛光,最终达到精加工的锋利度。用户也可选装带有全自动机器人引导站的 E 50 RT, 用于锋利度测试。在这个过程中,刀具切入测试介质,所测得的锋利度会在显示屏上呈现。
除了打磨过程中所需的高重复精度和高刚性之外,史陶比尔典型的机器人封装系统也在该应用极具优势。HE(潮湿环境/Humid Environment)版本 TX2-90 的防护等级为 IP65,内部走线,非常适合在打磨粉尘和冷却介质下工作。
E 50 RT 每 8 小时班次可加工最多 680 把手持刀具,具体取决于刀具形状和尺寸。由于机器人的高动态性,其速度比 Knecht 四轴磨床快了 1.5 倍。机器的刀库由两个滚筒组成,一共可容纳 576 把刀具,可以在工作过程期间对其进行装载,因此不会产生停机时间。
但从 Knecht 和肉类加工行业客户的角度来看,保证极高的打磨质量和工艺的可重复性比产量更重要。刀具经过完美的打磨处理后,没有失去其特有的刀身轮廓。